客戶服務熱線:
189-2384-9011
電 話:上官先生18923849011 傳 真:86-0755 地 址:中國 廣東 深圳市龍華區(qū)福城數(shù)字創(chuàng)新園5棟9樓(生產(chǎn)基地:鳳崗志鴻科技園) 郵 編:518000 公 司 主頁:http://sctiandu.cn E-mail:atjdzhj@163.com
鈑金外殼
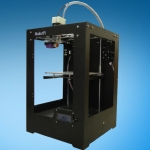
3D打印機外殼
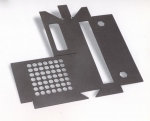
數(shù)沖加工
電瓶充電機
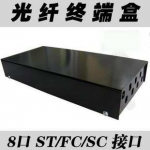
光纖終端盒